0510-88261131
0510-88261131

汽轮机末级叶片的水蚀
随着大功率电厂汽轮机的发展,汽轮机末级叶片水蚀损伤防护方法的研究继续受到国内外从事电力工业人员的广泛重视。叶片的严重水蚀不但会引起叶片的断裂破坏,导致机组发生强烈震动等恶性事故,而且可使级的效率下降。据统计,在35起低压缸叶片损伤事故中有13起主要是由于水蚀引起的断裂事故。
末级长叶片的研制是汽轮机扩大容量的关键技术之一。在研制末级长叶片时,对叶片的气动性能、震动特性、材料的性能及机械加工的工艺性能都有很高的要求。同时,因叶片长度的增长,叶片水蚀的防护占有很重要的位置。汽轮机的低压部分叶片工作在湿蒸汽中,在其水滴的作用下叶片产生水蚀。特别是低压末级叶片,由于蒸汽湿度大,且圆周速度又高,使叶片极易遭到水蚀。
水蚀产生的机理
从静叶表面到出水边的水膜,因受到汽流的作用而破碎,并形成直径为数十或数百微米的水滴。这种水滴与动叶表面冲击时,由球状变成了膜状,因此在水滴与动叶接触部分内部产生了很高的压力。其压力超过材料的屈服极限,使叶片材料产生局部的塑形变形和应变硬化。在这种压力的反复作用下,当叶片达到材料的疲劳极限时便开始产生疲劳裂纹。水滴冲击到这种裂纹的内部时,水滴内部的压力将使裂纹向更深处发展,致使叶片材料从叶片表面脱离而形成水蚀。
水蚀的发展
动叶片的水蚀率(单位时间内每单位面积的水蚀量)在初期阶段发展迅速,其后,将显著的减慢,因此水蚀率在各个时期是不相等的。(见图1)
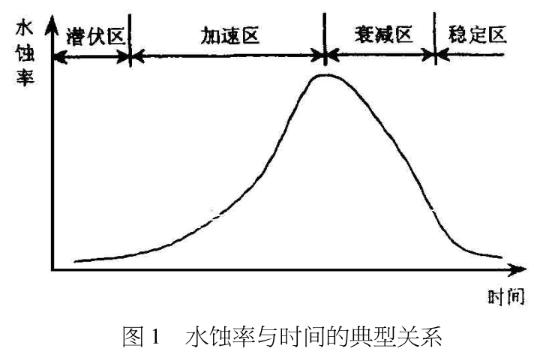
图1把水蚀进展过程分为四个区域,即:
潜伏区:叶片材料重量不断减少,仅是局部发生塑性变形和应变硬化。
加速区:因在潜伏期间材料内部的疲劳不断积蓄而开始出现破坏现象,叶片材料脱离,水蚀量急剧增加。
衰减区:水蚀率急速减少,水蚀减速阶段。
稳定区:水蚀率几乎保持一个定值,维持在稳定状态。
如前所述,水蚀进展到某种程度时,在变得粗糙的表面会滞留一层水膜,因水膜吸收了水滴的冲击压力而起到一种缓冲作用,使水蚀大幅度减弱。另外,即使在没有水膜滞留的部分,叶片表面变得粗糙后出现水滴向其倾斜面冲击的倾向,作用在斜面的水滴速度的垂直分量显著减少,造成水蚀率大大减弱。
由于汽轮机叶片水蚀断裂事故的不断发生,对汽轮机安全性构成了一定的威胁。从70年代开始,许多国家进行了大规模的试验研究,寻找解决的途径,包括金属表面腐蚀介质的形成与浓缩机理,改善水化学工况保证蒸汽品质,提高电厂运行水平与加强运行中的监视,寻找防止叶片水蚀的稳定材料等。但是叶片水蚀破坏属于十分复杂的断裂现象,涉及到化学、金相物理学和力学等各方面的内容。作为腐蚀介质的蒸汽中有50多种低浓度有害化合物,但至今尚不清粗不同杂质对叶片水蚀的影响。对于叶片水蚀断裂的形成与扩展过程的认识基本上是经验的。对此,尚有大量的试验研究工作有待于进一步深入开展。
联系我们
无锡市凯飞精密机械制造厂